50
NuclearPlantJournal.com Nuclear Plant Journal, March-April 2016
costs, reduced waste disposal costs,
shorter duration, and smaller crew size;
all contributing to the cost advantage of
DMT. The cost of a typical turn-key hard
chemical cleaning application (vendor
and utility project costs) including final
waste disposal and critical path impact
is approximately $30M. In comparison,
the cost of a turn-key DMT cleaning is
estimated to be between $2.5M to $5M for
each application. Two DMT applications
will yield a net benefit >$20M relative to
one hard chemical cleaning.
Perhaps the most significant
financial benefit of the DMT process
arises from the absence of an impact on
outage critical path. The typical outage
duration and outage work flow was not
even affected during the Millstone Unit 3
R16 DMT application.
It is estimated that a hard chemical
cleaning would have added eight days
of critical path time to the MP3 outage,
while the DMT process caused no outage
schedule impact as well as completing
ahead of schedule by ~37 hours.
Assuming lost revenue of $1M per day
for outage extensions, the critical path
advantage provided by DMT resulted in
savings of approximately $8M.
Finally, a plant which is not steam
pressure limited (such as MP3) will
still experience a cycle efficiency
increase as the result of increased steam
pressure. The observed increase in steam
pressure following the application of
DMT cleaning at MP3 (>12 psi), is
expected to yield a modest increase in
electrical power production (>0.3 MWe).
Assuming a replacement power cost of
$35/MWe-hour, the additional revenue
associated with this 12 psi steam pressure
increase would be >$140K per fuel cycle.
For the expected remaining plant life of
21 years (11 fuel cycles) with a 12psi
steam pressure benefit, the additional
revenue will be $1.5M.
Innovation Response
The FOAK aspects for this DMT
project were in the chemical application
methodology and waste treatment
process. The application of a new DMT
chemical formulation and the use of
ozone for chemical decomposition of the
active ingredients increased the efficacy
of the overall iron and copper removal
while reducing the environmental impact.
The DMT process was developed
to provide the industry with a steam
generator maintenance cleaning process,
that:
Can be periodically applied in the
SGs during plant cooldown or after
cooldown to remove a portion of the
corrosion products that accumulated
during previous cycles.
Has the smallest possible impact on
the outage schedule and budget.
Has very low corrosion rates even if
applied repeatedly.
Does not use hydrazine and generates
no hydrazine emission.
Adopts safer, simpler, and less
expensive waste processing methods.
Eliminates the production of
hazardous liquid waste.
The MP3 DMT application included
several FOAK and additional refinements
which have improved the ability of
the process to meet, and in some cases
exceed, these original goals:
The use of an ozone generator for
waste decomposition which reduced
the amount of hydrogen peroxide
utilized.
Development of a copper removal
step utilizing a chemistry similar to
the iron removal step. This allowed
for onsite waste decomposition
of copper solvent as opposed to
shipment to an off-site disposal
location.
Process optimization to remove
more
deposit
inventory
per
application (nearly 12,000 lbs of
material removed from Millstone 3)
•Ergonomic operation and process
control center.
Productivity/Efficiency
Response
As previously discussed in the safety
section, hard chemical cleaning processes
require multiple direct connections to
the steam generator via handholes and
manways, and require equipment in the
containment as well as a longer outage
duration. DMT utilizes a straightforward
connection to the steam generator which
can be accomplished while the plant is
on line. DMT will not expand the outage
duration.
A comparison of these two outage
workscopes reveals a net difference
in crew size and workscope resulting
in fewer man-weeks on site. DMT
requires 10 men fewer and 4 weeks less
containment equipment installation/
removal time. This results in a man-hour
savings of 40 manweeks.
The simplified DMT process system
included a number of features to increase
productivity and overall efficiency
during the deposit removal application.
Remote operation via programmable
logic controllers was utilized to provide
increased functionality and safety.
This command and control allowed the
controlling station to quickly change
lineups between steps; thus, limiting the
time needed between chemical steps. The
simplified DMT system and inclusion of
the in-line instrumentation and remote
operation allowed for a smaller crew size,
about one-half of a hard chemical cleaning
crew, and reduced the risk of human
performance errors during operation and
process parameter determination. The
thermal driver is sufficient to effectively
remove the deposit upon exposure to
the DMT solution during the fill and
drain evolution with minimal soak at
temperature to achieve target dissolution.
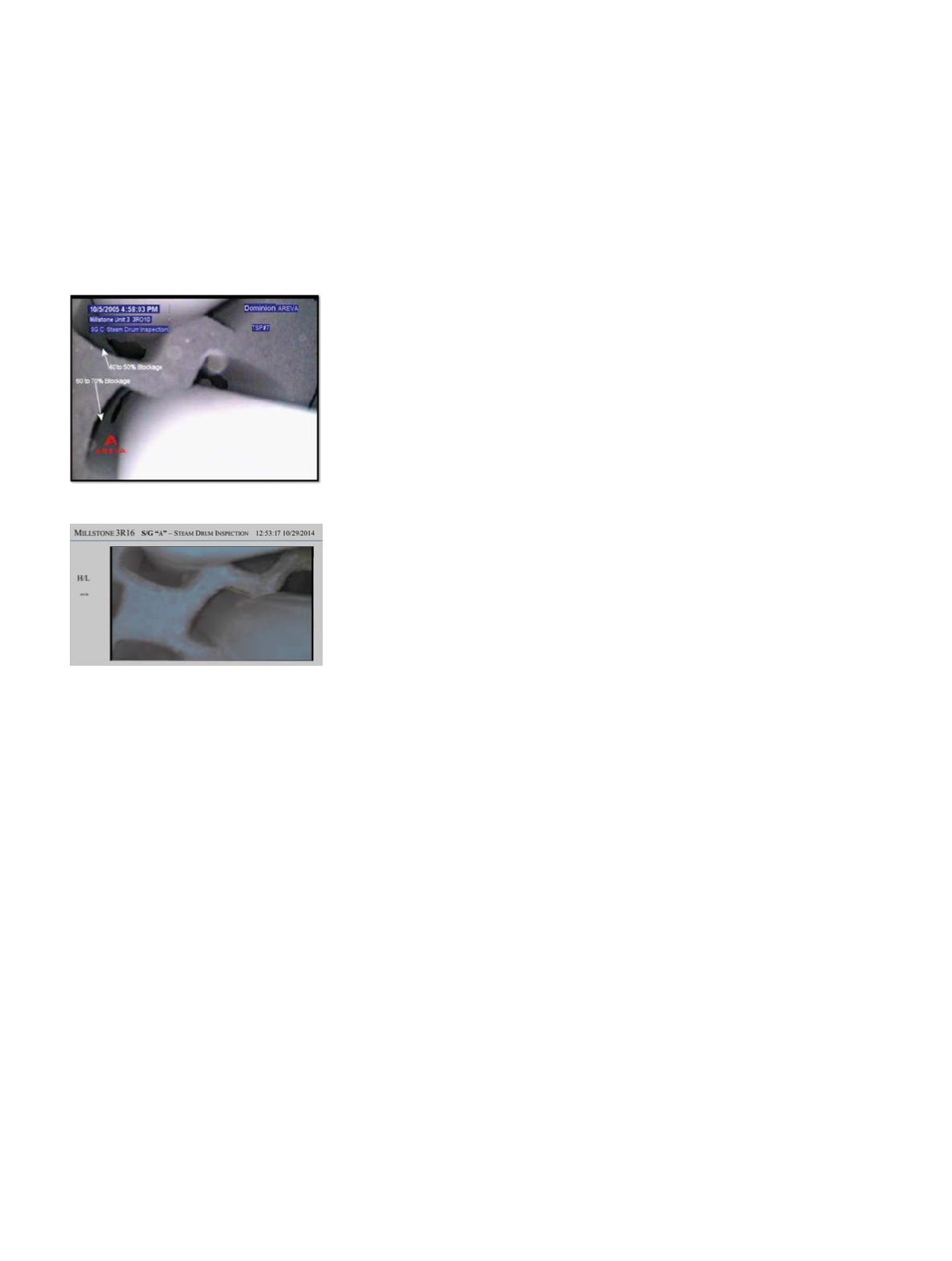
Deposit
Minimization...
Unit 3 SG Before DMT.
Unit 3 SG After DMT.


